随着对机械加工产品质量要求的不断提高,人们在探索提高产品质量的方法和措施方面投入了大量的时间和精力,但是却忽视了加工工艺过程中加工余量对产品质量的影响,认为在加工过程中只要有余量就不会对产品质量产生多大影响。在实际机械产品加工过程中发现,零件的加工余量的大小直接影响着产品质量。
2.2 加工余量过小对加工精度的影响
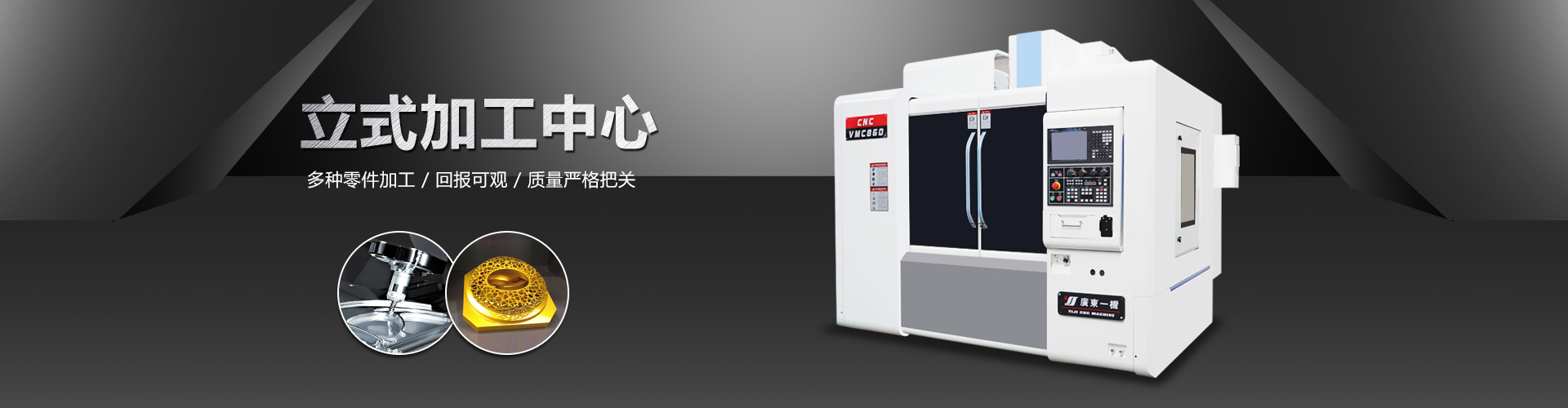
零件的加工余量不能过大但也不能过小,加工余量过小则不能消除前道工序加工过程中残留的形位公差和表面缺陷,从而影响产品质量。为了使零件的加工质量得到保证,各工序所留最小加工余量应能保证前工序最小加工余量的基本要求。某零件内孔最小加工余量构成因素示意图如图4所示。图4a)为所要加工内孔的零件。如果该孔在前道工序加工时轴线O1-O1偏离基准轴线O-O存在位置误差n,且内孔存在圆柱度误差p(如锥度、椭圆等)和表面粗糙度误差h(如图4b)所示),那么为了消除镗孔前的形位公差,镗孔工序的单边最小加工余量应包含上述误差和缺陷的数值。考虑到本工序镗孔时工件不可避免地存在着安装误差,即原孔轴线O-O与工件安装后的回转轴线O′-O′间的误差e(如图4c)所示),以及本工序镗孔时的尺寸公差T,因此本工序的最小加工余量z可用下式表示:
z≥T/2+h+p+n+e (单面余量)
图4 最小加工余量构成因素图解
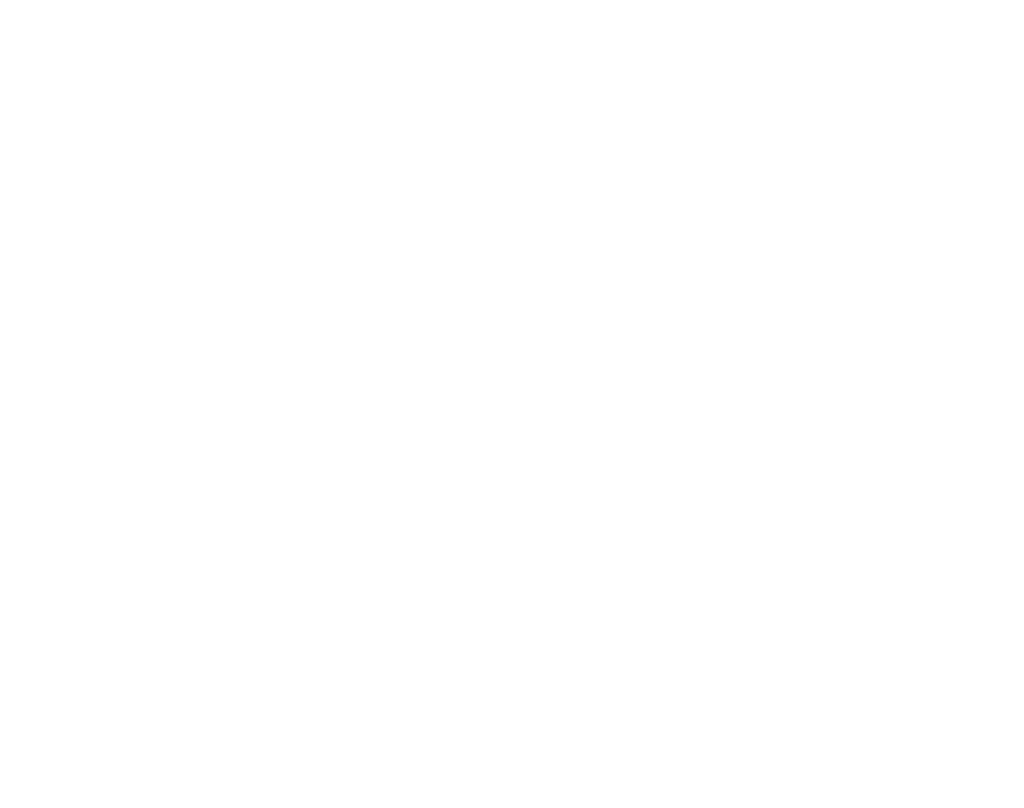
对不同的零件和不同的工序,上述误差的数值和表现形式也各有不同。在决定工序加工余量时应区别对待。例如,细长轴易弯曲变形,母线直线误差已超出直径尺寸公差范围,工序加工余量应适当放大;对采用浮动绞刀等工具以加工表面本身定位进行加工的工序,则可以不考虑安装误差e的影响,工序加工余量可相应减小;对于某些主要用来降低表面粗糙度的精加工工序,工序加工余量的大小仅仅与表面粗糙度h有关。
3 加工余量的合理选择
3.1 零件加工余量时的原则
零件加工余量的选择与零件使用的材料、尺寸大小、精度等级、加工方法有着很大的关系,需视具体情况而定。在确定零件的加工余量时一定要遵循以下原则:
(1)应采用最小的加工余量,以求缩短加工时间,并降低零件的加工费用。
(2)应留有充分的加工余量,特别是最后的工序。加工余量应能保证图纸上所规定的精度和表面粗糙度。
(3)确定加工余量时应考虑到零件热处理时引起的变形,否则将可能产生废品。
(4)确定加工余量时应考虑到加工方法和设备,以及加工过程中可能产生的变形。
(5)确定加工余量时应考虑到被加工零件的大小。零件愈大,则加工余量也愈大。因为零件的尺寸增大后,由切削力、内应力等引起变形的可能性也会增加。
3.2 确定加工余量的方法
3.2.1 经验估计法
经验估算法在生产实践中比较常用,是根据工艺人员的设计经验或与同类型零件进行比较来确定加工余量的方法。例如,在建船舶中舵杆、舵销、中间轴、艉轴的加工余量就是根据工艺人员多年的设计经验而定的。考虑到工件的重要性,加上体积庞大、锻件毛坯应力大等因素的影响,粗车外圆后留6 mm半精车余量,半精车后留3 mm精车余量,精车留1 mm磨削余量。为了防止加工余量不够而产生废品,经验估计法所估加工余量一般偏大。此法常用于单件小批量生产。