随着对机械加工产品质量要求的不断提高,人们在探索提高产品质量的方法和措施方面投入了大量的时间和精力,但是却忽视了加工工艺过程中加工余量对产品质量的影响,认为在加工过程中只要有余量就不会对产品质量产生多大影响。在实际机械产品加工过程中发现,零件的加工余量的大小直接影响着产品质量。
随着对机械加工产品质量要求的不断提高,人们在探索提高产品质量的方法和措施方面投入了大量的时间和精力,但是却忽视了加工工艺过程中加工余量对产品质量的影响,认为在加工过程中只要有余量就不会对产品质量产生多大影响。在实际机械产品加工过程中发现,零件的加工余量的大小直接影响着产品质量。
如果加工余量过小则很难消除上道工序加工过程中残留的形位误差和表面缺陷;而余量过大,不仅要增加机械加工的工作量,而且还会增加材料、工具、能量消耗,更严重的是在加工过程中因切除大量的加工余量所产生的热量会使零件变形,加大零件的加工难度,影响产品质量,因此严格控制零件的加工余量很有必要。

1 加工余量的概念
加工余量是指加工过程中从加工表面切去的金属层厚度。加工余量可分为工序加工余量和总加工余量。工序加工余量是指某一表面在一道工序中所切除的金属层厚度,它取决于相邻工序前后工序尺寸之差。总加工余量是指零件从毛坯变为成品的整个加工过程中某一表面切除金属层的总厚度,也即是零件上同一表面毛坯尺寸和零件尺寸之差。总加工余量等于各工序加工余量之和。
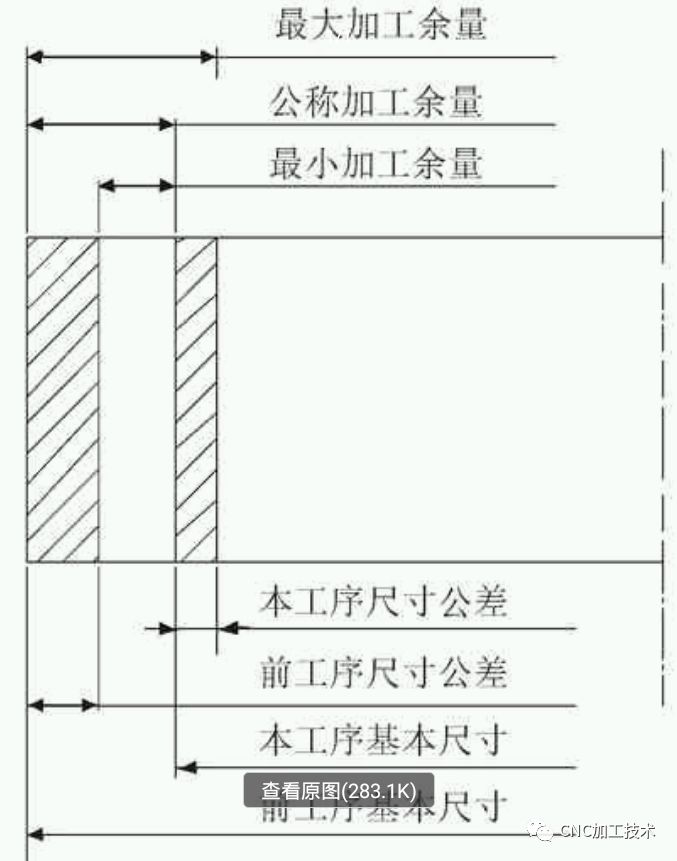
由于毛坯制造和各工序尺寸都不可避免地存在着误差,因而无论总加工余量还是工序加工余量都是个变动值,出现了最小加工余量和最大加工余量。加工余量及公差如图1所示。图中,最小加工余量是前工序最小工序尺寸和本工序最大工序尺寸之差;最大加工余量是指前工序最大工序尺寸和本工序最小工序尺寸之差。工序加工余量的变动范围(最大加工量与最小加工余量的差值)等于前工序与本工序两工序尺寸公差之和。工序尺寸的公差带一般规定在零件的入体方向。对于轴类零件来说,其基本尺寸就是最大工序尺寸,而对于孔来说则是最小工序尺寸。
2 加工余量对加工精度的影响分析
2.1 加工余量过大对加工精度的影响
零件在机械加工过程中必定会产生切削热,这些切削热一部分被铁屑和切削液带走,一部分传给刀具,还有一部分则传给工件,使零件的温度升高。温度的高低与加工余量大小有很大关系。加工余量大,粗加工时间必然会变长,切削用量也会适当加大,导致切削热不断增加,零件温度不断升高。零件温度升高带来的最大危害就是使零件产生变形,尤其对温度变化比较敏感的材料(如:不锈钢)影响更大,而且这种热变形贯穿整个加工过程,使加工难度增加,产品质量受影响。
例如,在加工丝杆类细长轴零件时,由于采用的是一夹一顶加工方法,长度方向的自由度受到了限制,此时工件温度若过高则会产生热膨胀。在长度方向的延伸受阻情况下,工件受应力影响必然会产生弯曲变形,给后期加工带来很大的麻烦。受热后工件弯曲变形图如图2所示。这时如继续加工,将凸出部分加工直至成品,待冷却至常温后零件在应力作用下又会产生反向变形,造成形位误差而影响质量。常温后工件弯曲变形图如图3所示。直径方向膨胀后其增大部分会被切除,待工件冷却后则产生圆柱度和尺寸误差。精密丝杆磨削时,工件的热变形还会引起螺距的误差。