在铣削中,可能因切削刀具、刀柄、机床、工件或夹具的局限性而产生振动。要减少振动,需要考虑一些策略。
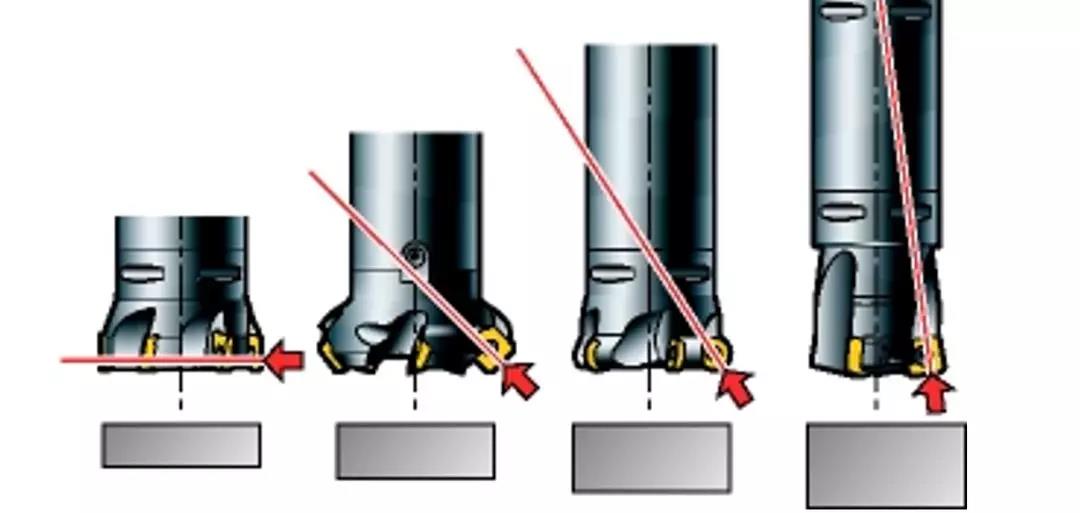
1)使用90°铣刀时,切削力主要集中于径向。在长悬伸工况下,这会使铣刀发生偏摆;但是,在铣削薄壁/振动敏感零件时,低轴向力是有利的3)圆刀片铣刀将大部分力沿着主轴向上引导,特别是在切深较小时。此外,10°铣刀将主要的切削力传递到主轴中,从而减少因长刀具悬伸而产生的振动
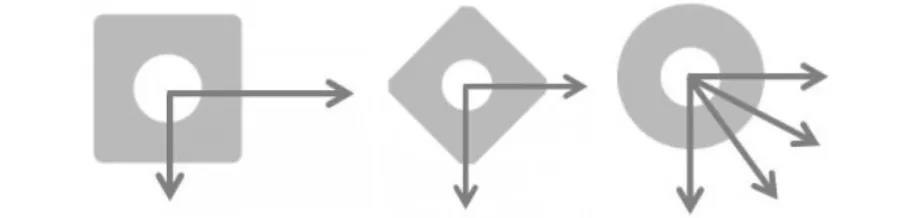
(5)重量轻的铣刀是有利的,例如采用铝合金刀体的铣刀对于不稳定的薄壁工件,使用大主偏角=小轴向切削力;在长刀具悬伸工况下,使用小主偏角 = 高轴向切削力
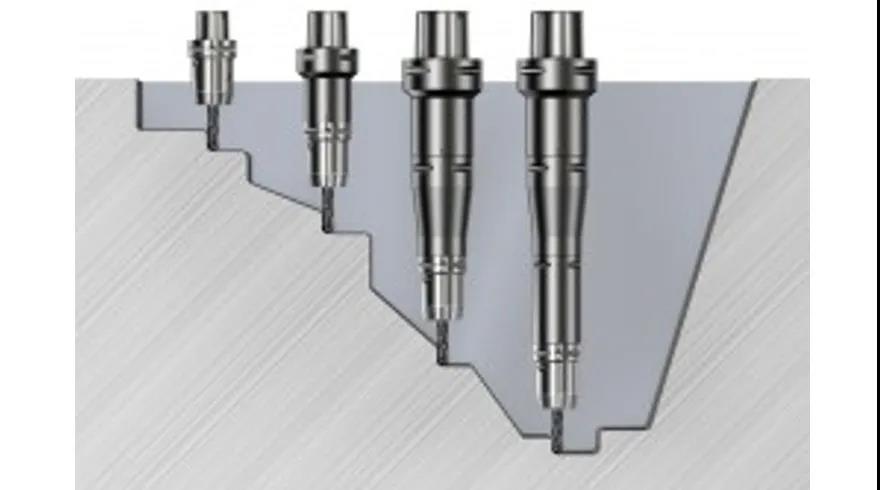
使用Coromant Capto®模块化刀柄系统能够组装出所需长度的刀具,同时保持高稳定性和最小跳动量。
1)使刀具总成保持尽可能高的刚性和尽可能短的长度
2)选择尽可能大的接杆直径/尺寸
3)使用适合过尺寸铣刀的Coromant Capto®接杆,避免使用缩径接杆
4)对于小尺寸铣刀,如有可能,使用锥形接杆
5)在最后一次走刀位于零件深处的工序中,在预定位置改用加长刀具。根据每种刀具长度调整切削参数
6)如果主轴转速超过20000 rpm,则使用经过动平衡的切削刀具和刀柄

过尺寸铣刀